")
")
Linia do produkcji kanałów wentylacyjnych LK1500
Linia do produkcji kanałów wentylacyjnych LK1500
Produkcja kanałów wentylacyjnych
| Model: TotalBend LK1500x3- linia zaginająca kanały wentylacyjne, wyposażona w wiele rozwijaków oraz selektor. |
|
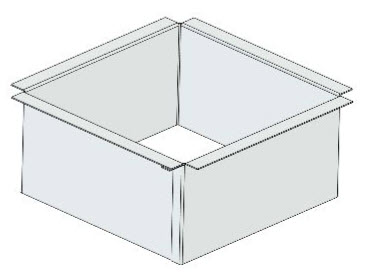
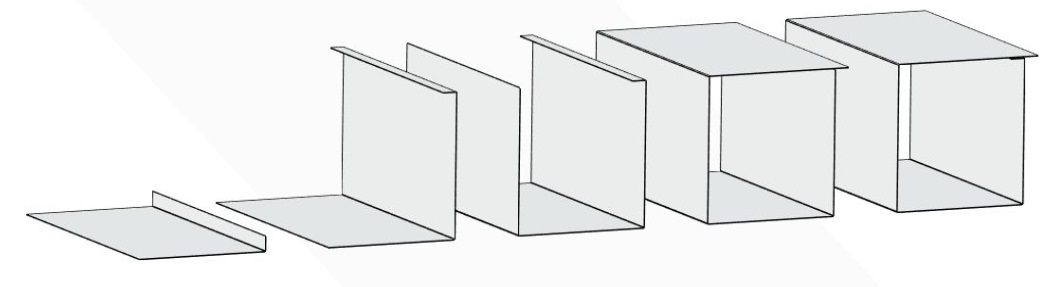
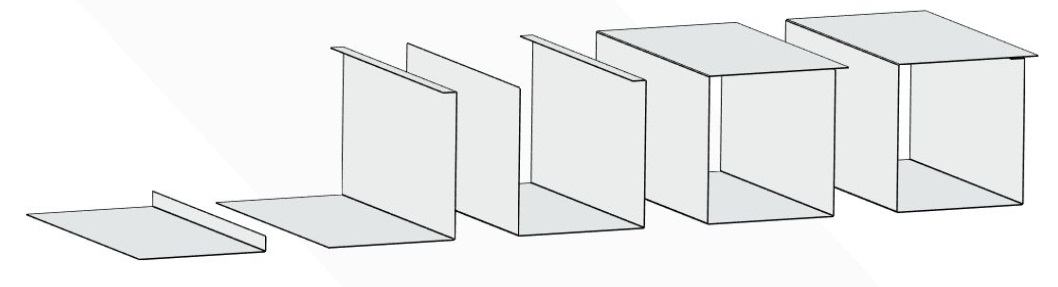
Charakterystyka Automatyczna linia do produkcji kanałów wentylacyjnych dedykowana dla przemysłu wentylacyjnego. Linia realizuje następujące procesy: rozwijanie blachy z kręgu, prostowanie, formowanie usztywniające, cięcie oraz zaginanie kanałów o wybranym profilu i wymiarze. Linia w podstawowej wersji ma 3 rozwijaki, selektor manualny na 3 blachy, falowarkę, moduł tnący i zaginający. Możliwe jest rozszerzenie linii o: moduł wybijania otworów pod stężenia, moduł cięcia wzdłużnego, oznaczanie kanałów, selektor/ prostownica regulowane automatycznie, dodatkowe rozwijaki. Linia może być wyposażona w szereg rozwijaków co pozwala mieć wiele różnych rodzajów blachy gotowych do przezbrojenia. Opcjonalny selektor automatyczny, który trzyma do 4 arkuszy blachy wykonuje szybkie automatyczne przezbrojenie maszyny, pozwala na wykonanie zróżnicowanego planu produkcji w sposób automatyczny nie zajmując czasu operatora. Maszyna odpowiednia do obróbki blach o grubości od 0.5 do 1.2 [mm], dla masy kręgu 6000 [kg] i szerokości kręgu 1.5 [m], Stal miękka/ stopowa/ nierdzewna Rm<450 N/mm². |

Linia w standardzie zawiera:
1. 3 rozwijaki nienapędzane do 6T - na kołach/mobilny, z modułem dokującym, dwustronnie podparty, z hamulcem, manualnie rozprężany
2. Prostowarka z selektoremz podajnikiem, ilość blach w selektorze: 3, selektor manualny, z regulacją szczeliny co umożliwia precyzyjne prostowanie blachy.
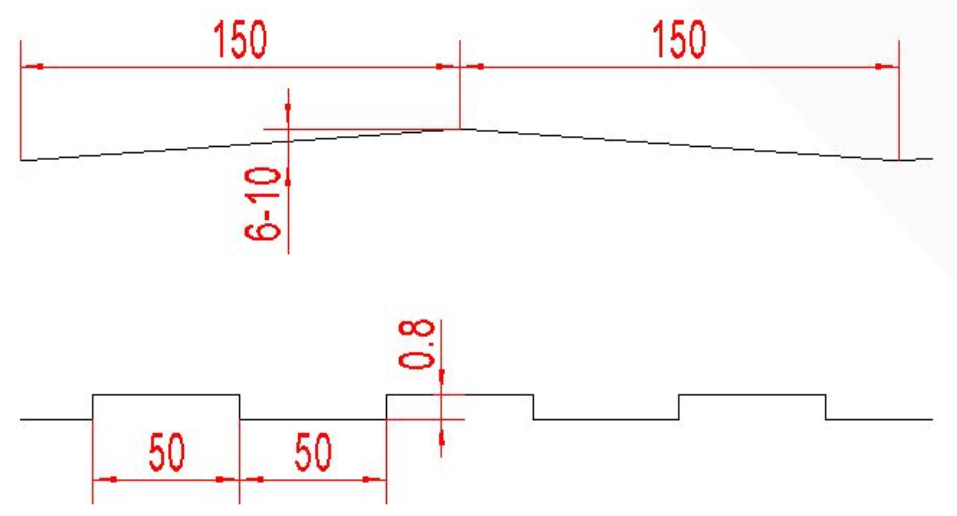
3. Moduł falowarki - usztywniający arkusz blachy, profilujący zadane umocnienia o przekroju trapezowym lub 'z'.
4. Mechanizm gilotyny i zaginarka
Opcje dodatkowe:
5. Moduł otworowania, stacja wykrawająca otwory pod stężenia
6. Moduł cięcia wzdłużnego, ustawienie zazębienia regulowane automatycznie do grubości blachy
8. Dodatkowe 2 walce w prostownicy
11. Dodanie kolejnego separatora w selektorze automatycznym
12. Opcja internetowa, przesyłanie na maszynę harmonogramu produkcji
Specyfikacja techniczna:
1. Rozwijak nienapędzany do 6 Ton.
| Parametr | Wartość |
| Masa kręgu |
Max. 6 000 kg |
| Szerokość kręgu |
min. 450 up to max. 1520 mm |
| Wymiary osi rozprężnej | 450-550 mm |
| Max średnica zewnętrzna kręgu | 1100 mm |
| Łożyskowanie | Łożyskowanie osi rozwijaków na łożyskach ślizgowych |
| Metoda wymiany kręgu | Krąg blachy wymieniany manualnie poprzez podniesienie osi trzpienia rozwijaka, włożenie go w krąg blachy, rozprężenie oraz nałożenie kręgu z trzpieniem z powrotem na stojak rozwijaka z wykorzystaniem suwnicy lub wózka widłowego. |
| Prowadzenie blachy | Zamontowane stojaki z rolkami podpierającymi blachę pomiędzy rozwijakami iprzed selektorem. |
2. Prostowarka z selektorem manualnym
| Parametr | Wartość |
| Ilość blach w selektorze | 3 |
| Czas wymiany obrabianej blachy na selektorze | Czas wymiany około 60s przeznaczony na wycofanie poprzedniej i wprowadzenie kolejnej blachy manualnie do selektora. |
| Ilość wałów w prostownicy | 5 utwardzanych wałów prostujących |
| Metoda regulacji wałów | System ręcznej regulacji wałów górnych prostowarki do dostosowania do danej grubości blachy. |
| Średni pobór mocy | 1.5 kW |
| Parametr | Wartość |
| Opcje kształtowania blachy |
Kształt przefalowania do wybory według rysunku poniżej
|
4. Moduł mechanizmu gilotyny i zaginarka kanałów
| Parametr | Wartość |
| Wymiary arkusza na wejściu |
Grubość blachy: 0.5-1.2 [mm], Szerokość: max. 1520 [mm] |
| Napęd gilotyny | Gilotyna napędzana elektrycznie, noże zawierają się w ofercie |
| Min. wymiar kanału | 140x140 [mm] |
| Max. wymiar kanału | 2500x2500 |
| Produkowane przekroje |
|
| Dokładność wymiarów cięcia | [+/-] 1 mm / 1000 mm |
| Wydajność | Kanał 400x400 mm , czas wykonania około 40 sek. |
| Napęd belki dociskającej | Zaginanie i docisk belki zaginającej realizowane siłownikami pneumatycznymi, posuw blachy- elektrycznie, cięcie elektryczne – motoreduktorem. |
Wyposażenie opcjonalne i rozszerzenia
5. Moduł otworowania, stacja wykrawająca otwory pod stężenia
| Parametr | Wartość |
| Ilość wykrojników |
3 sztuki (lub więcej) |
| Kształt wykrojników | fi 8.4 mm |
| Rodzaj napędu | Napęd pneumatyczny |
| Ciśnienie sprężonego powietrza/zużycie | 6,5 Bar |
| Czas wybijania jednego rzędu otworów |
1.5 s |
| Dokładność pozycji wybijanego otworu | [+/-] 3 mm |
| Uruchamianie wykrojników | Automatyczne – według wybranego programu na podstawie normy lub tabel klienta. |
| Widok stacji do otworowania |  |
| Widok menu do automatycznego wybijania otworów | 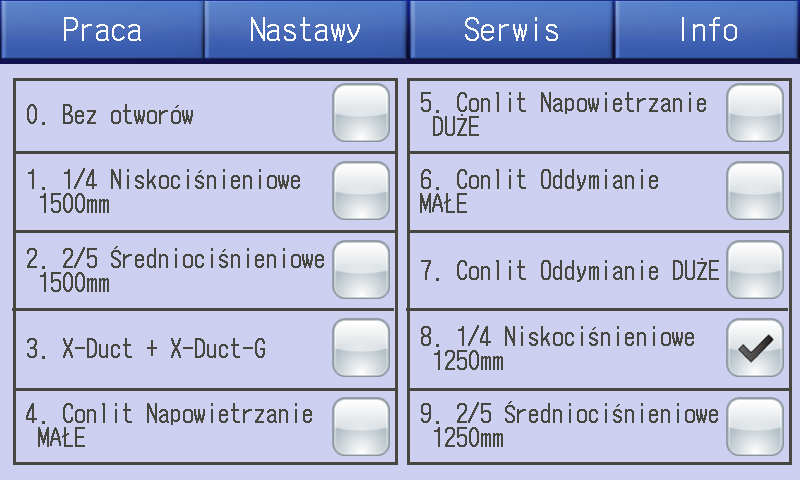 |
6. Moduł cięcia wzdłużnego, ustawienie zazębienia regulowane automatycznie do grubości blachy
| Parametr | Wartość |
| Ilość i gatunek noży krążkowych | Zabudowa do 5 noży krążkowych z dwustronnym ostrzem, wykonanych z chromowej stali narzędziowej do pracy na zimno, przeznaczonej do narzędzi o dużej odporności na ścieranie, utwardzonej w obróbce hartowaniem do 55-58 HRC. |
| Regulacja położenia noży w kier. pionowym | Regulacja automatyczna w zależności od grubości obrabianej blachy. |
| Regulacja położenia noży w kier. poziomym | Regulacja manualna z wykorzystaniem liniału przymiarowego z wygodnym dostępem do śrub zaciskowych. |
| Konserwacja | Możliwość szybkiego ściągnięcia noży w celu zaostrzenia lub wymiany. |
| Widok modułu noży krążkowych |  |
7. Druga falowarka zabudowana na linii
| Parametr | Wartość |
| Wbudowanie drugiej falowarki na linii | Dwie opcje przefalowania/ usztywnienia blachy na jednej maszynie.
|
8. Dodatkowe 2 walce w prostownicy
| Parametr | Wartość |
| Dodatkowe 2 walce | Bardziej dokładne prostowanie blach, lepsza efektywność w pozbawianiu blachy naprężeń. |
9. Dodanie kolejnego rozwijaka
| Parametr | Wartość |
| Kolejny rozwijak w maszynie |
Rozwijak nienapędzany do 6 Ton, rozwijak z ramą na kołach, wraz z rozbudową stacji dokującej o 1 miejsce postojowe. |
| Parametr | Wartość |
| Selektor automatyczny |
Zamiana modułu selektora dla 3 blach z manualnego na automatyczny. W liniach z wieloma rozwijakami czas zmiany obrabianej blachy tzn. wycofania poprzedniej i wprowadzenia kolejnej grubości w sposób automatyczny trwa ~30 sekund. |
11. Dodanie kolejnego separatora w selektorze automatycznym
| Parametr | Wartość |
| Dodatkowy separator na blachę w selektorze automatycznym |
Dodanie kolejnego separatora blach w selektorze automatycznym, dla zwiększenia wymienności blach obrabianych w maszynie. Maksymalna łaczna ilość blach w selektorze - do uzgodnienia. |
12. Opcja internetowa, przesyłanie na maszynę harmonogramu produkcji
| Parametr | Wartość |
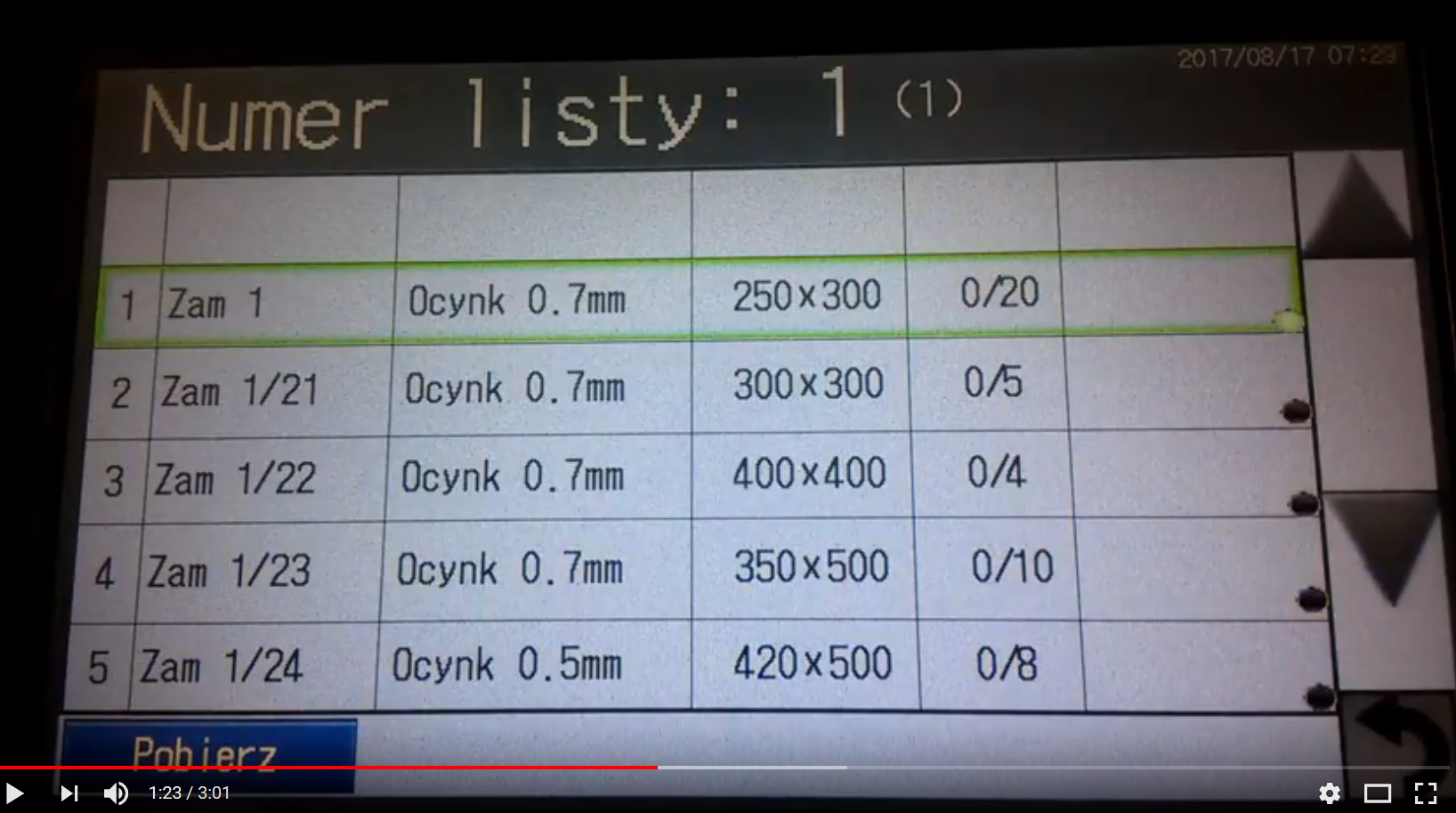
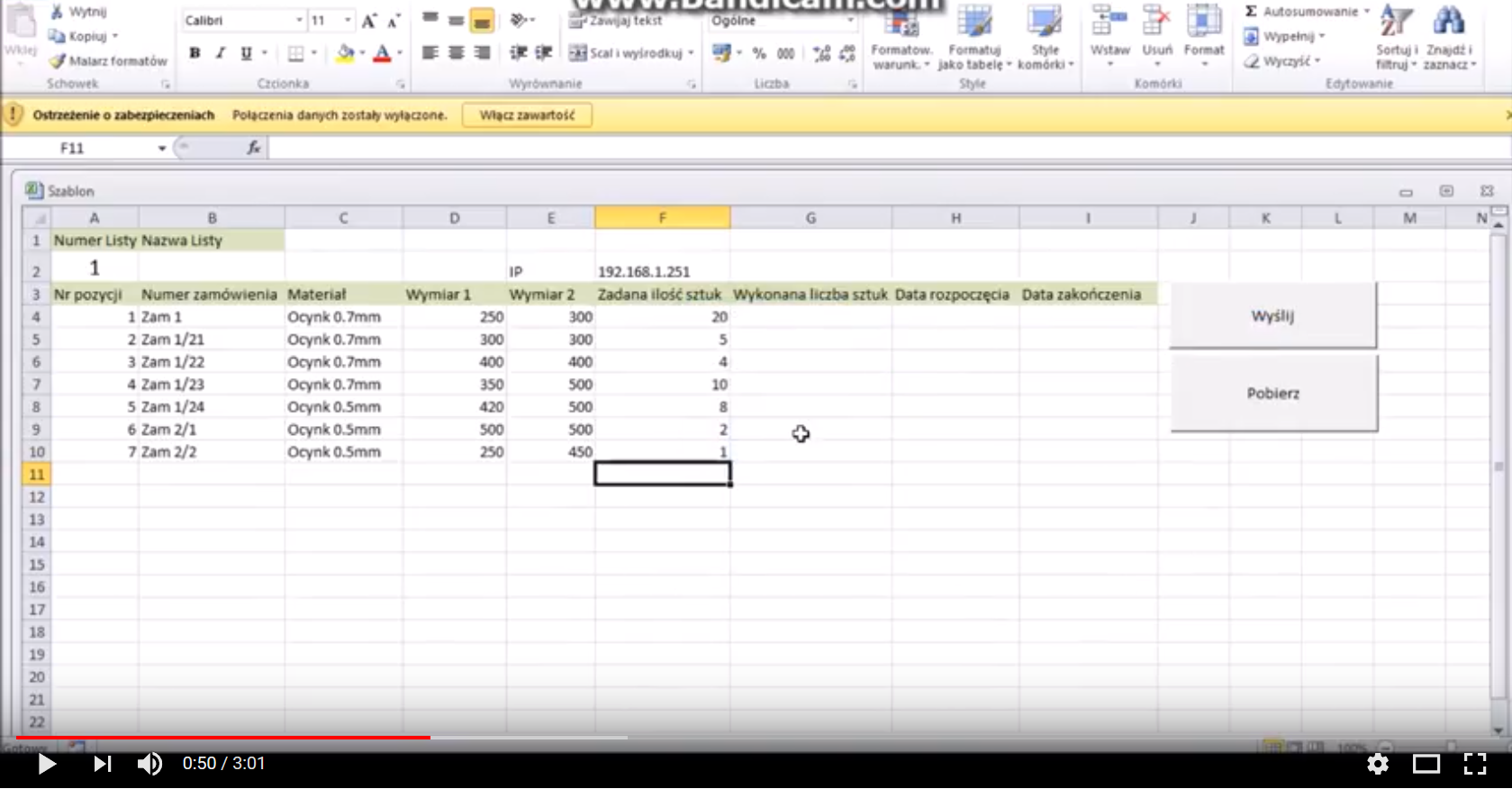
| Realizacja funkcji przesyłania harmonogramu produkcji do maszyny po sieci LAN z poziomu komputera PC z aplikacji excell, bądź dedykowanej aplikacji desktopowej. |
Przesyłanie po sieci zakładowej harmonogramu produkcji z komputera biurowego na maszynę. Kontrola wykonanych i pozostałych do wykonania zadań, kontrola czasu pracy maszyny, długości zalogowania/wylogowania operatora.
|
13. Etykieciarka, naklejki papierowe identyfikujące serię/wymiar kanału
| Parametr | Wartość |
| Druk | Nazwa firmy, kod kreskowy, symbol produktu, nazwa produktu, oznaczenie zamówienia, oznaczenie wymiarów kanału - projekt etykiety pod wytyczne klienta. |
| Sposób obsługi | Drukarka drukuje dedykowaną etykietę na początku wykonywania elementu, operator ręcznie przykleja etykietę na element. |
| Widok drukarki |  |
14. Drukarka atramentowa nadruki identyfikujące serię/wymiar kanału
| Parametr | Wartość |
| Druk | Nazwa firmy, kod kreskowy, symbol produktu, nazwa produktu |
| Sposób obsługi | Druk automatyczny na powierzchni blachy od góry atramentem trudno zmywalnym. |
| Widok drukarki i powierzchni drukowanych |
|



Linia do produkcji kanałów wyposażona w 4 rozwijaki:

| Oferujemy adaptację linii do zakresu produkcji, stopnia automatyzacji jakiej potrzebuje inwestor oraz do przestrzeni hali produkcyjnej, instalację, szkolenie pracowników z zasad eksploatacji urządzeń, serwis gwarancyjny oraz pogwarancyjny. |